





想要深入了解滾壓管航磨管加工廠用心經營產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。
以下是:滾壓管航磨管加工廠用心經營的圖文介紹

高精度活塞桿
液壓機械有限公司(宜昌分公司)
品質之選核心技術

高精度活塞桿的詳細介紹
批發貨源廠家直供

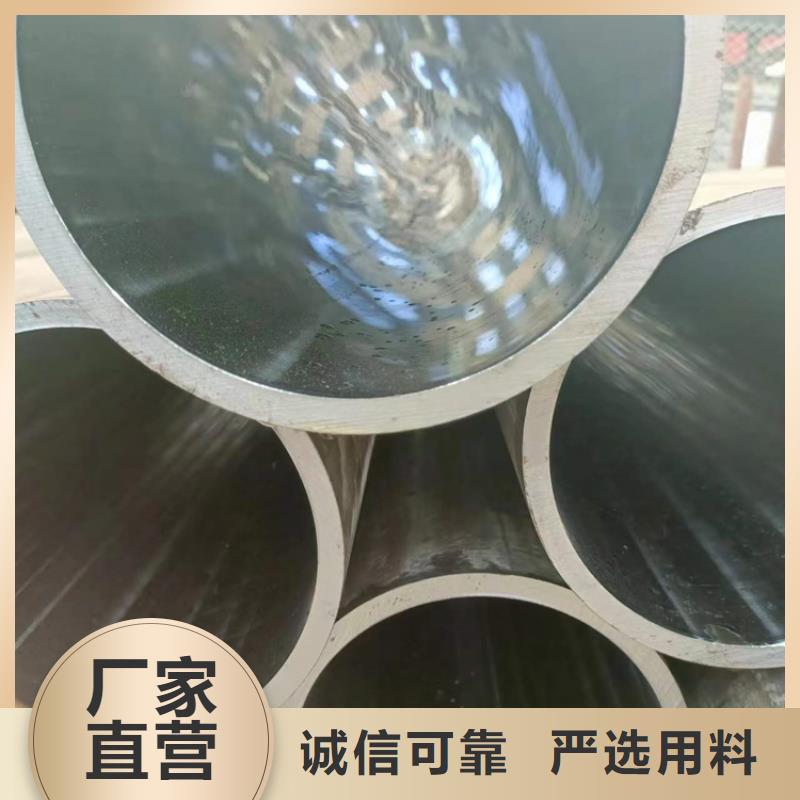
珩磨管油缸管絎磨管產生偏心的鋼管 在熱軋鋼管生產過程中 容易產生,產生的環節多半是在熱穿孔時產生的:
根據對自動軋管機軋后鋼管的解剖分析,我們認為穿孔毛管經自動軋管機軋制后,鋼管縱橫向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即軋后鋼管仍具有螺旋狀的壁厚不均,而且橫向壁厚不均顯著增大。
自動軋管機產生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和嚴重程度,直接影響軋后鋼管壁厚不均的存在形式和嚴重程度。
②在自動軋管機上軋管時,因頂桿彎曲,使頂頭位置偏離孔型中心而導致壁厚不均,其管中和管頭各橫截面上的 壁厚和小壁厚位置幾乎固定不變;而管尾到管頭壁厚不均程度則逐漸增大,因此,減小頂桿殘余彎曲度,降低軋管時頂桿的軸向力,對減小壁厚不均程度有顯著作用。
③減壁量越大,荒管壁厚不均越嚴重,減壁量較小時,自動軋管機有減小穿孔毛管壁厚不均的作用。④孔型調整不正確,當輥縫不平行時,會使荒管的壁厚不均加劇。滾壓管





液壓機械有限公司(宜昌分公司)經過十幾年的發展一直專注 高精度活塞桿的研發、制造在供應商和用戶中形成了良好信譽。庫存充足,發貨及時,請放心購買。我們秉承“以質取勝鑄造輝煌”的企業方針,時刻以顧客為關注焦點用全新的理念,摯誠與各界同仁合作,創輝煌的業績。公司自成立以來,一直秉承以質量鍛造品質,以售后價值的理念立足于行業,公司始終以優良的品質、良好的信譽及合理的價格深受廣大客戶的好評。





