縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")

一、預(yù)熱預(yù)熱有利于減低中碳鋼熱影響區(qū)的 硬度,防止產(chǎn)生冷裂紋,這是焊接中碳鋼的主要工藝措施,預(yù)熱還能改善接頭塑性,減小焊后殘余應(yīng)力。通常,35和45鋼的預(yù)熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時(shí),可將預(yù)熱溫度提高至250~400℃。若焊件太大,整體預(yù)熱有困難時(shí),可進(jìn)行局部預(yù)熱,局部預(yù)熱的加熱范圍為焊口兩側(cè)各150~200mm。二、焊條條件許可時(shí)優(yōu)先選用堿性焊條。三、坡口形式將焊件盡量開(kāi)成U形坡口式進(jìn)行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應(yīng)圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產(chǎn)生。四、焊接工藝參數(shù)由于母材熔化到 層焊縫金屬中的比例 達(dá)30%左右,所以 層焊縫焊接時(shí),應(yīng)盡量采用小電流、慢焊接速度,以減小母材的熔深。五、焊后熱處理焊后 對(duì)焊件立即進(jìn)行應(yīng)力熱處理,特別是對(duì)于大厚度焊件、高剛性結(jié)構(gòu)件以及嚴(yán)厲條件下(動(dòng)載荷或沖擊載荷)工作的焊件更應(yīng)如此。應(yīng)力的回火溫度為600~650℃。 若焊后不能進(jìn)行應(yīng)力熱處理,應(yīng)立即進(jìn)行后熱處理。中國(guó)無(wú)縫鋼管交易網(wǎng)小編訊:鑄鐵管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續(xù)鑄鐵直管及砂型鐵管。按其所用的材質(zhì)不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
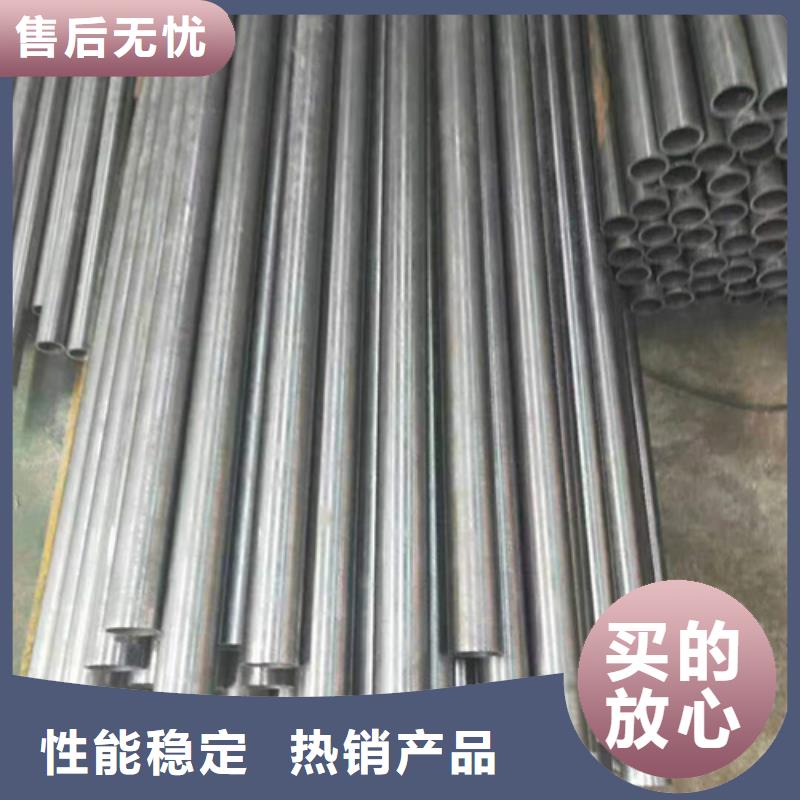
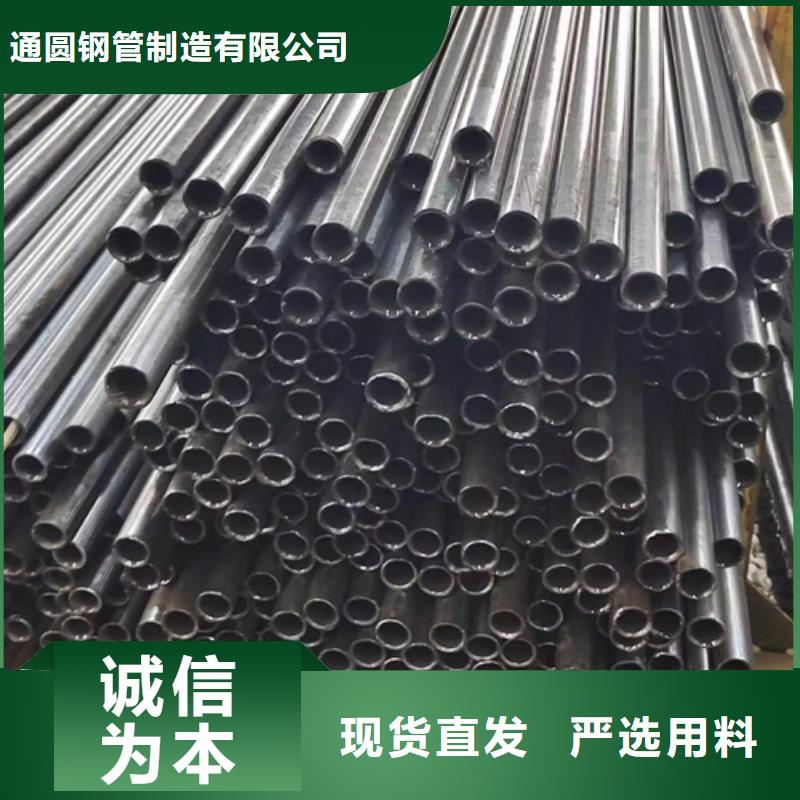
<聊城>通圓鋼管制造有限公司制定了長(zhǎng)期的發(fā)展戰(zhàn)略規(guī)劃,奉行“高品質(zhì)、精工藝、重誠(chéng)信、優(yōu)服務(wù)”的經(jīng)營(yíng)理念,以打造成為國(guó)內(nèi)聊城精密光亮管品牌為企業(yè)為目標(biāo)形成了以“熱情、誠(chéng)懇、感恩、務(wù)實(shí),”為核心的企業(yè)價(jià)值觀,因彼此認(rèn)同而攜手并進(jìn),因文化融合而長(zhǎng)足發(fā)展。為公司的穩(wěn)定發(fā)展奠定了堅(jiān)實(shí)的基礎(chǔ)。公司市場(chǎng)定位清晰、技術(shù)不斷創(chuàng)新、管理理念與國(guó)際同步。致力于為廣大客戶創(chuàng)造兼具高性價(jià)比與高品質(zhì)服務(wù)的聊城精密光亮管產(chǎn)品。<聊城>通圓鋼管制造有限公司愿與您共同努力,為推動(dòng)聊城精密光亮管行業(yè)加速發(fā)展而奮斗!
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")
縫鋼管廠家直銷-值得信賴")