


更新時間:2025-06-24 19:12:39 ip歸屬地:漳州,天氣:多云,溫度:26-36 瀏覽次數:1 公司名稱:聊城 山特金屬制品(漳州市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
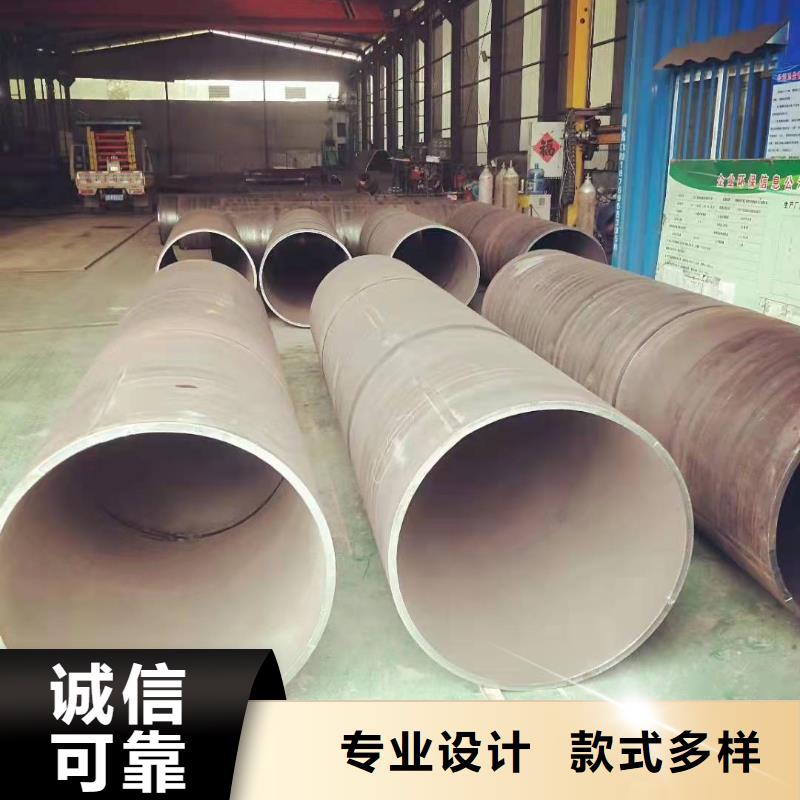
| 范圍 | 700*12鋼護筒罐體卷圓廠供應生產基地位于【聊城】,供應范圍覆蓋福建省 福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區、龍文區、云霄縣、漳浦縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區等區域。 |







各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。
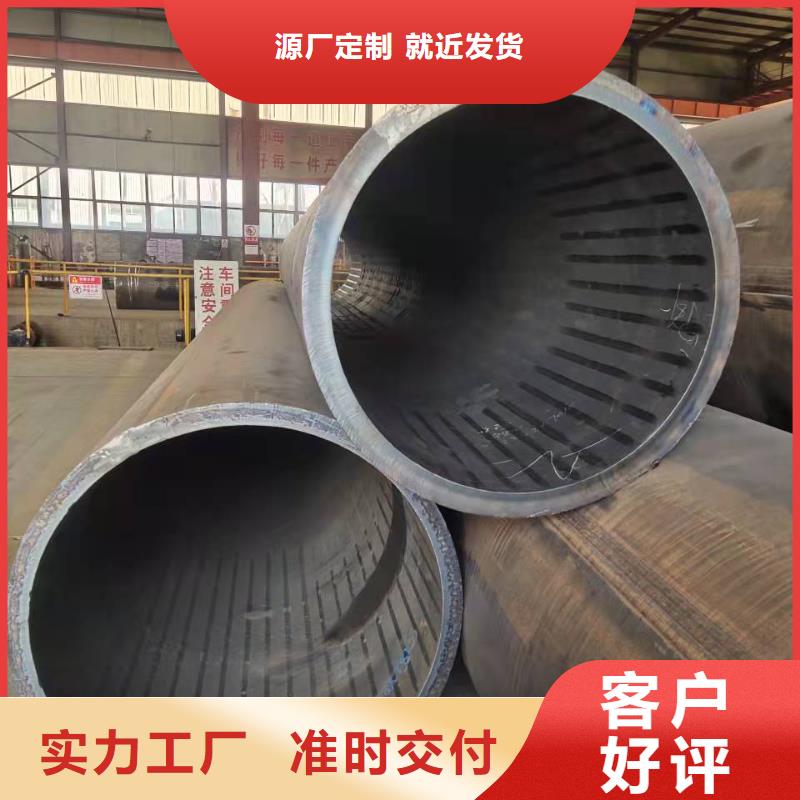
山特金屬有限公司卷板機(又稱卷筒機、卷圓機、卷管機等):電動卷板機適用于2mm以上金屬薄板的卷圓(窄板的話可以到20mm),多齒輪帶動,三輥同時轉動,板材不打滑,不磨板。改善了以往卷小規格板材打滑的弊端。卷輥長度(有效卷板寬度)可以根據客戶要求,廣泛應用于通風管道,石油管道,保溫管道,防塵,消音等各行業,用途非常廣泛,價廉物美,產品實行保修一年。一、性能特征:萬柏林2毫米彩鋼板卷筒機型號鐵板卷圓機規格1、電動卷板機一般為不對稱三輥結構,采用無縫管,外形美觀;2、與單平口咬口機及聯合角,單品咬口合縫機配套使用,可實現卷圓工作的機械化。3、該機器精良,操作簡單,極大地提高了勞動生產率,降低了操作者的勞動強。度。二、技術參數:1、板材厚度:16mm以內;2、鋼板卷管的直徑:800mm;3、卷圓長度:2000mm;三、主要部分及結構說明:萬柏林2毫米彩鋼板卷筒機型號鐵板卷圓機規格電動卷板機主要由機架部分、機芯部分和電器控制部分組成。1、機架部分:由角鋼和槽鋼焊接而成,具有良好的剛性,板材表面平整美觀,機器小巧便于操作。2、機芯部分:由不對稱的三根輥輪組成,具有嚴謹穩定的結構。3、傳動系統:電機在機架底部,經皮帶和齒輪組件傳動,使上面三根對稱的輥輪同步運轉,以完成加速。
壁厚1-30厚的直縫焊管,熱軋無縫化鋼管的大型企業之一,產品執行:SY/T5037.GB/T9711、 GB/T8162-1999、GB/T8163-1999標準,廣泛用于石油、天然氣工業,化學工業,輸送流體管道,橋梁打樁,基建工程及鋼結構等。
按用戶需求訂做特殊規格、特殊壁厚的鋼管及管,直縫卷管價格行情厚壁卷管、矩形鋼管重量理算公式預期短期內市場報價弱穩為主卷管市場需求產量今日天津市場卷管 指導報價Q235B的材質主要有Q345B厚壁...Q345B卷管16mn卷管價能有何種動力支撐出現抬...厚壁卷管廠在年底前的趨勢山特鋼板卷管廠檢修及產能發展的知識主導城市平穩運行卷管市場出貨一般Q235B卷管-Q345B卷管-卷管。
首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。
其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。
其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。
其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。