



更新時間:2025-06-03 18:14:00 ip歸屬地:舟山,天氣:多云轉晴,溫度:17-26 瀏覽次數:2 公司名稱:聊城 鵬瑞管業(舟山市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 88/米 |
| 發貨期限 | 1天內 |
| 供貨總量 | 999999 |
| 運費說明 | 電議 |
| 小起訂 | 1支 |
| 質量等級 | 合格品 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品重量 | 噸 |
| 產品顏色 | 黑色等 |
| 質保時間 | 1年 |
| 適用領域 | 市政工地供水排水等 |
| 是否進口 | 否 |
| 質量認證 | 國標 |


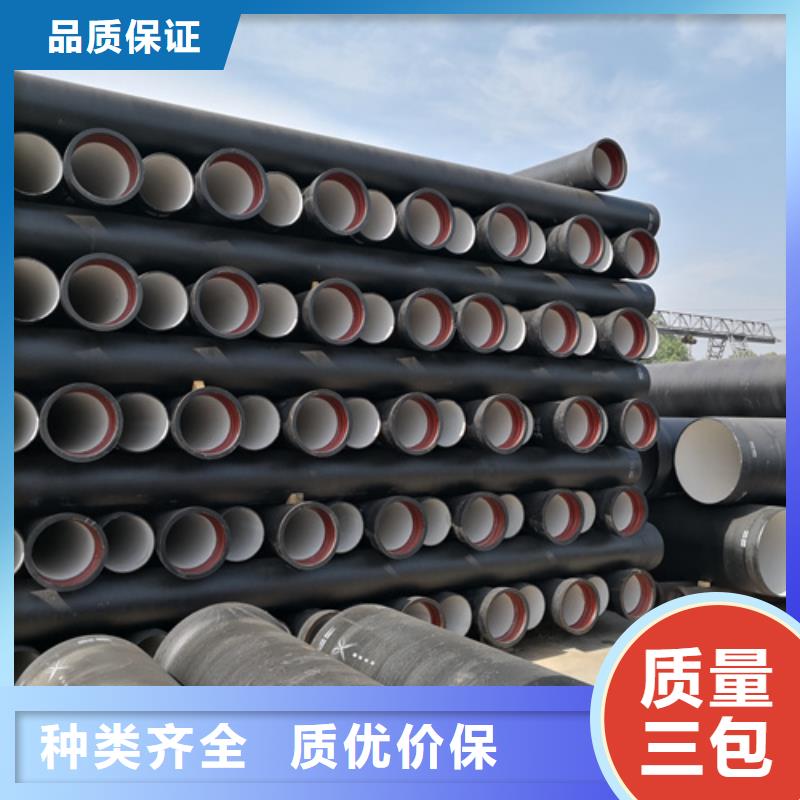


舟山國標DN900球墨鑄鐵管實體廠家直銷
鵬瑞管業有限公司
鵬瑞球墨鑄鐵管隨著凝固溫度范圍的變窄,合金的熱裂傾向變小,恒溫凝固的共晶成分的合金不容易形成熱裂。熱裂形成于鑄件凝固時期,但并不意味著鑄件凝固時必然產生熱裂。主要取決于鑄件凝固時期的熱應力和收縮應力。鑄件凝固區域固相晶粒骨架中的熱應力,易使鑄件產生熱裂或皮下熱裂;外部阻礙因素造成的收縮應力,則是鑄件產生熱裂的主要條件。處于凝固狀態的鑄件外殼,其線收縮受到砂芯、型砂、鑄件表面同砂型表面摩擦力等外部因素阻礙,外殼中就會有收縮應力(拉應力),鑄件熱節,特別是熱節處尖角所形成的外殼較薄,就成為收縮應力集中的地方,鑄件容易在這些地方產生熱裂。熱裂紋產生的原因體現在工藝和鑄件結構方面其中有:鑄件壁厚不均勻,內角太小;搭接部位分叉太多,鑄件外框、肋板等阻礙鑄件正常收縮;澆冒口系統阻礙鑄件正常收縮,如澆冒口靠近箱帶或澆冒口之間型砂強度很高,限制了鑄件的自由收縮;冒口太小或太大;合金線收縮率太大;合金中低熔點相形成元素超標,鑄鋼鑄鐵中硫、磷含量高;鑄件開箱落砂過早,冷卻過快。

 山東鵬瑞管業球墨鑄鐵管在鑄造合金家族中,各類鑄造合金的發展取決于其優勢的發揚和劣勢的抑制。鑄鐵 與鑄鋼、有色合金相比,鑄造性能較,。因此,鐵液的利用率高,產品的適用面廣。在材質競爭中,提高鑄鐵的強度、增加強韌性、內在缺陷,對于減輕鑄件重量,延長服役期,節約材料是非常重要的。為了保證鑄鐵性能的可靠性和穩定性,首先必需有良好的鐵液質量。因此,一定要做好爐前處理!1. 脫硫鐵液脫硫可減少球化劑用量和鑄件中硫化物夾渣的數量。發達球鐵生產幾乎全部采用脫硫工藝,要求脫硫后S≤0.01%,我國條件下,目標位為S≤0.02%,錫柴和常柴可達到S≤0.015%。包底Na2CO3沖入法處理,方法簡便但脫硫率低,效果不穩定,處理時煙塵污染環境,對咽喉有刺激性。在規模生產的球鐵車間,宜將脫硫劑置于液面,采用機械攪拌法、搖包法或氣動攪拌法進行脫硫。其中氣動法較為簡單,動力消耗少,為流行。氣動脫硫裝置可設于前爐上游,進行連續脫硫,亦可在爐前單包間斷脫硫。氣動源多為N2。脫硫劑分CaC2系和CaO兩大類。CaC2脫硫效果好,可將硫由0.04~0.06%降至0.01%以下,浮渣呈顆粒狀易于去除,只是它的價格貴、熔點高,又礙于運輸和保管,故限于近點供應。CaO系使用較為普遍。無論是那一系脫硫劑,都應具有抗潮、防爆的特性。活性CaO經表面成膜處理,并加添加劑制成的復合脫硫劑,不受潮,去硫效率高,氣動法脫硫,脫硫率在60~90%。產量不大的工廠,單包沖入法脫硫應采用低熔點復合脫硫劑,脫硫率為30~50%,此時脫硫渣呈熔融狀。
山東鵬瑞管業球墨鑄鐵管在鑄造合金家族中,各類鑄造合金的發展取決于其優勢的發揚和劣勢的抑制。鑄鐵 與鑄鋼、有色合金相比,鑄造性能較,。因此,鐵液的利用率高,產品的適用面廣。在材質競爭中,提高鑄鐵的強度、增加強韌性、內在缺陷,對于減輕鑄件重量,延長服役期,節約材料是非常重要的。為了保證鑄鐵性能的可靠性和穩定性,首先必需有良好的鐵液質量。因此,一定要做好爐前處理!1. 脫硫鐵液脫硫可減少球化劑用量和鑄件中硫化物夾渣的數量。發達球鐵生產幾乎全部采用脫硫工藝,要求脫硫后S≤0.01%,我國條件下,目標位為S≤0.02%,錫柴和常柴可達到S≤0.015%。包底Na2CO3沖入法處理,方法簡便但脫硫率低,效果不穩定,處理時煙塵污染環境,對咽喉有刺激性。在規模生產的球鐵車間,宜將脫硫劑置于液面,采用機械攪拌法、搖包法或氣動攪拌法進行脫硫。其中氣動法較為簡單,動力消耗少,為流行。氣動脫硫裝置可設于前爐上游,進行連續脫硫,亦可在爐前單包間斷脫硫。氣動源多為N2。脫硫劑分CaC2系和CaO兩大類。CaC2脫硫效果好,可將硫由0.04~0.06%降至0.01%以下,浮渣呈顆粒狀易于去除,只是它的價格貴、熔點高,又礙于運輸和保管,故限于近點供應。CaO系使用較為普遍。無論是那一系脫硫劑,都應具有抗潮、防爆的特性。活性CaO經表面成膜處理,并加添加劑制成的復合脫硫劑,不受潮,去硫效率高,氣動法脫硫,脫硫率在60~90%。產量不大的工廠,單包沖入法脫硫應采用低熔點復合脫硫劑,脫硫率為30~50%,此時脫硫渣呈熔融狀。
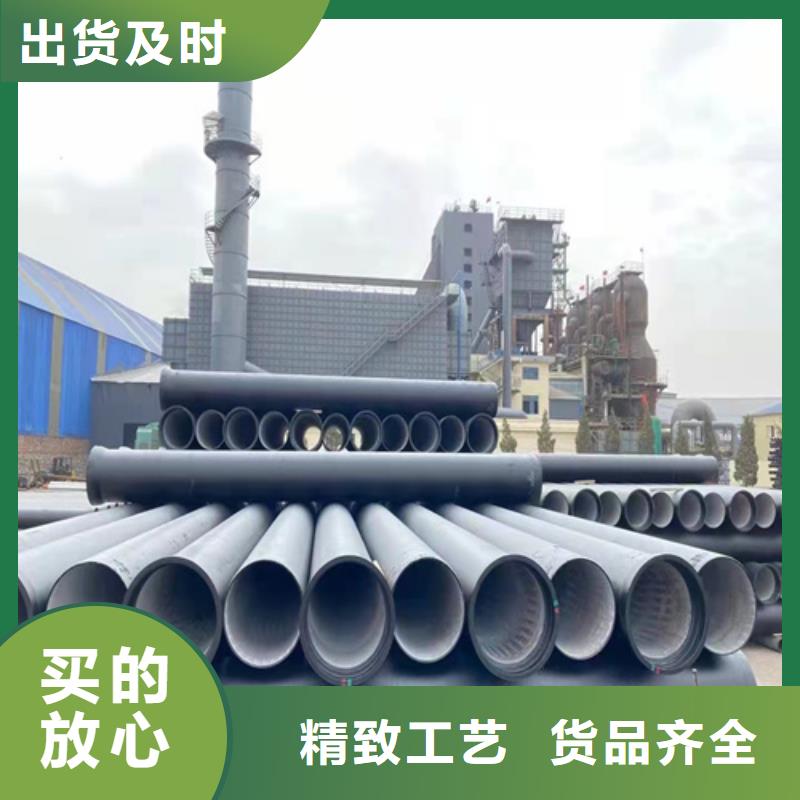
 舟山國標DN900球墨鑄鐵管實體廠家直銷
鵬瑞管業有限公司
舟山國標DN900球墨鑄鐵管實體廠家直銷
鵬瑞管業有限公司