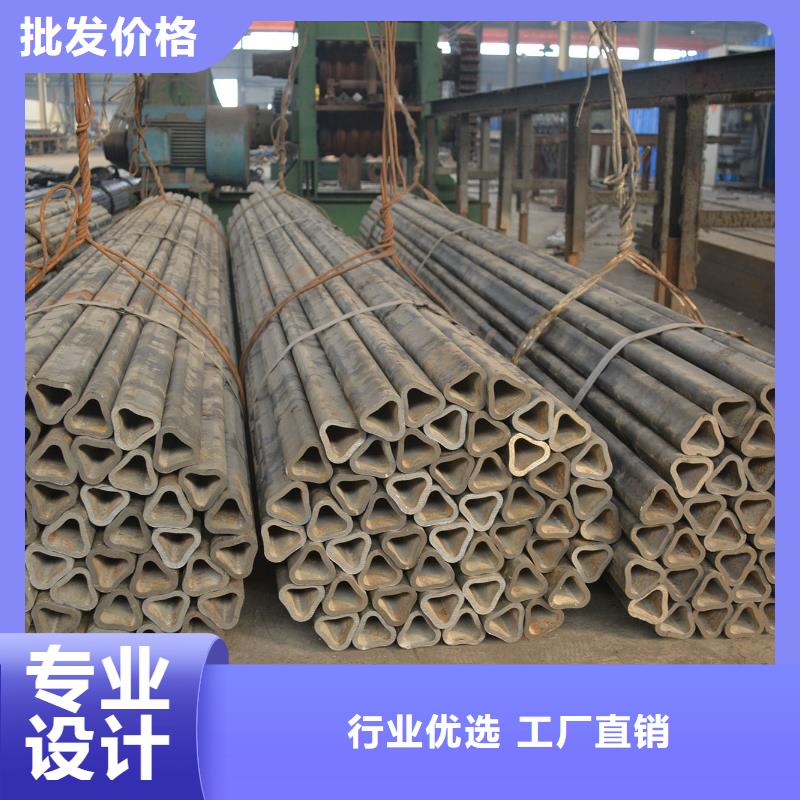






馬鞍山異型管可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。
因此,馬鞍山異型管以軋制方法生產為主。在現代化的軋鋼生產中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,馬鞍山異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。
每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產品。在軋件的翼緣部位,馬鞍山異型管由于水平輥側面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復原來的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。
馬鞍山異型管成品,根據零件所生產形狀,生產部門根據成形工藝規程與機械零件圖進行零件制造,然后進行裝配。通常不能欣蘇設計圖直接進行成形加工,而應根據設計圖繪制出制造圖,再按制造圖進行成形加工達。
由于設計圖繪制出的是零件成形加工完成后的終狀態圖,馬鞍山異型管而制造圖則是表示在制造過于某一工序完成時工件的狀態,兩者是有差異的。因此,在加工時需要根據制造圖準備合退余局坯料,并進行預定的成形加工。準備好金屬材料后,用禱造、鍛造、機械加工、熱處理等不同的成形加工方法膨翻工。零件成形加工完成后再裝配成部件或整機。首先發生陽極溶解的原理進行拋光的一種電化學加工,又稱為電拋光。電化學拋光時表面上形成一層薄厚不均的粘性薄膜,此薄膜具有很高的電阻,可以避免試件過渡腐蝕。
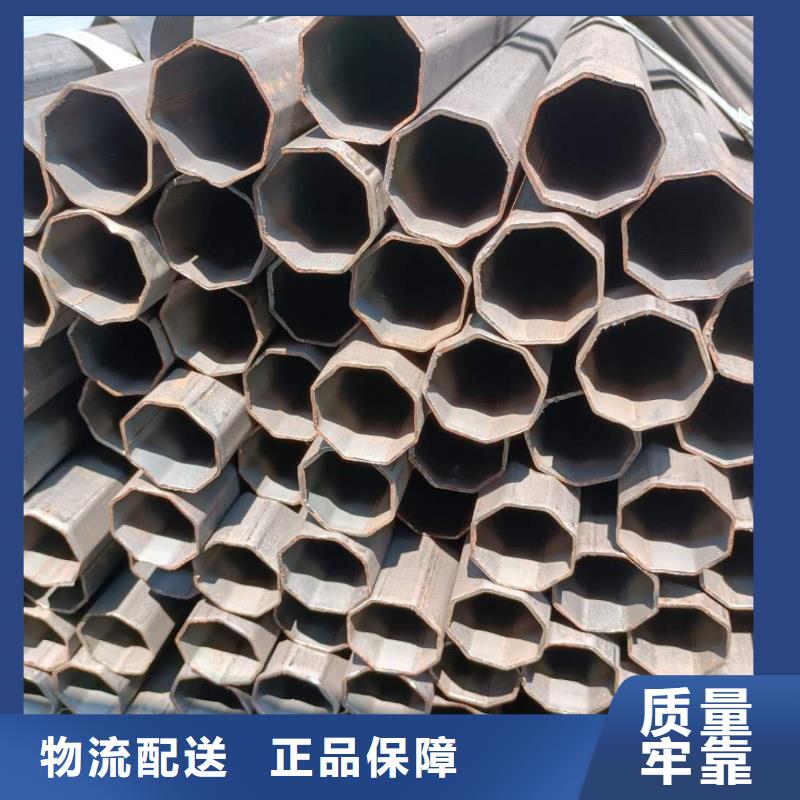
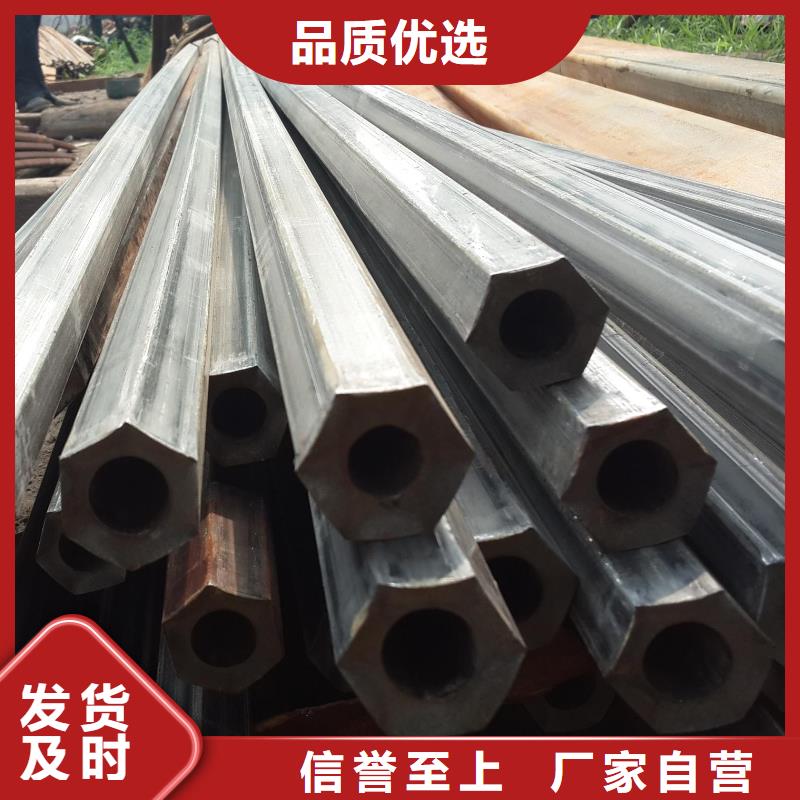
馬鞍山異型管的分類:
馬鞍山異型管用鋼管資料制作的腳手架有扣件式鋼管腳手架、碗扣式鋼管腳手架、異型管、承插式鋼管腳手架、門式腳手架,還有各式各樣的里腳手架、掛挑腳手架以及其它鋼管資料腳手架。
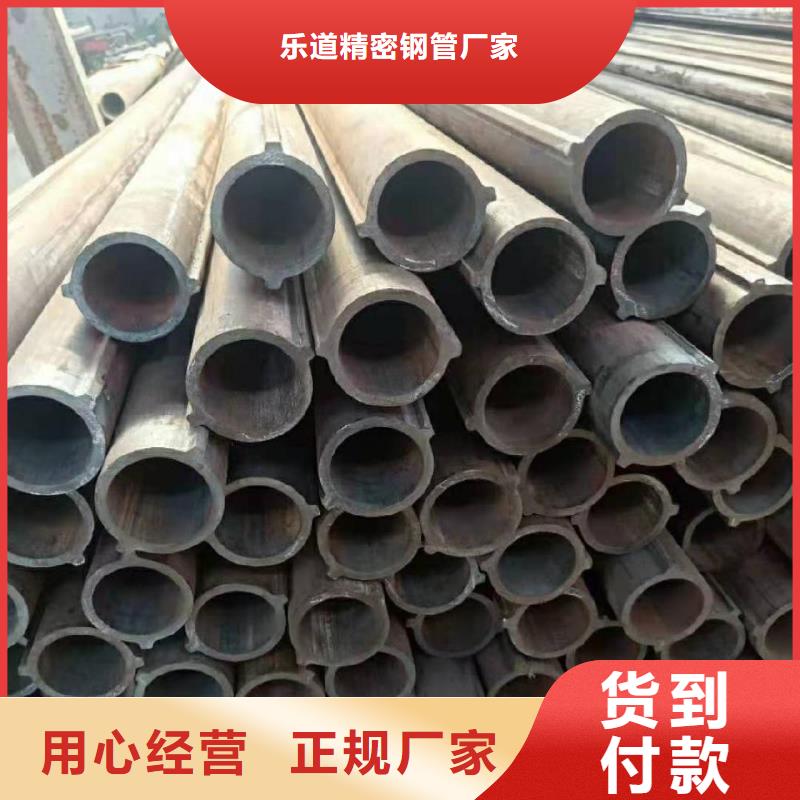
在這個馬鞍山異型管非常常見的工藝檢測方法有以下幾種:
馬鞍山異型管反復彎曲試驗:將試樣一端夾緊。在規定半徑的圓柱形表面上進行90度的重復反向彎曲,檢驗金屬的耐反復彎曲能力并顯示其缺陷的試驗;
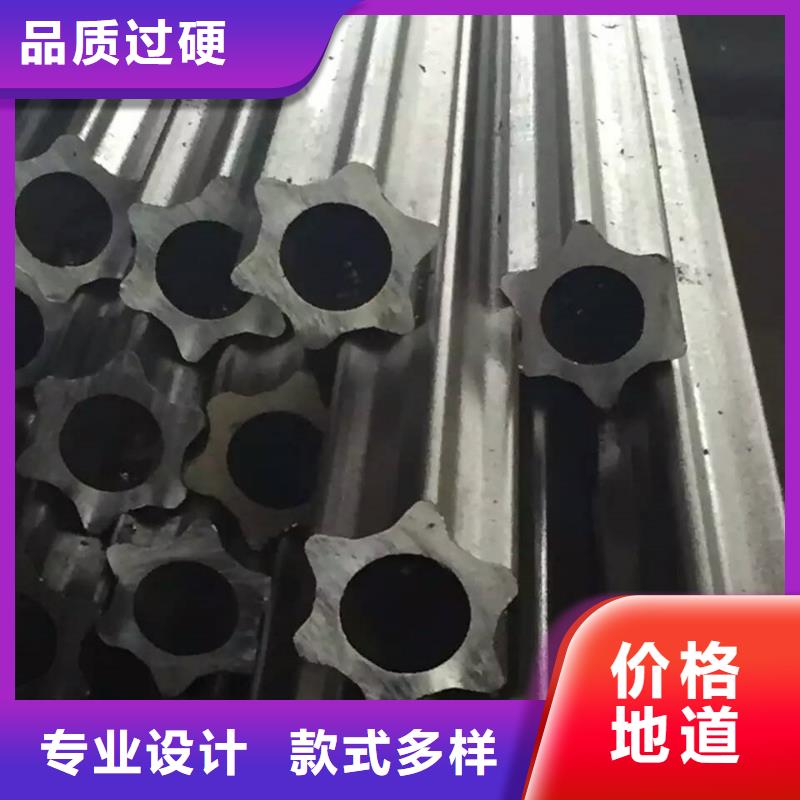
馬鞍山異型管頂鍛試驗:對規定尺寸的試樣進行錘擊或鍛打。檢驗異型鋼管在室溫或熱狀態下承受頂鍛塑性變形的能力并顯示其缺陷的試驗。在室溫下進行的頂鍛試驗稱室溫頂鍛試驗,亦稱冷頂鍛試驗。在熱狀態下進行的頂鍛試驗稱熱頂鍛試驗;
馬鞍山異型管管卷邊試驗:將規定形狀的頂心壓入金屬管一端,使管壁均勻卷至規定尺寸,檢驗管壁承受外卷塑性變形的能力并顯示其缺陷的試驗;
馬鞍山異型管對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
馬鞍山異型管采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松一些。
一般在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
馬鞍山異型管在室外有風的地方進行異型管焊接時,務請采取擋板的措施,而在室內則應采取適當的換氣措施。
馬鞍山異型管價格有上升的改善趨勢,建筑工地如期復工。是復工后受市場趕工的影響,鋼鐵需求會出現補償性消費,可以實現庫存快速去化。是為了對沖疫情對經濟的影響, 會出臺對沖政策,加大基建端的投入和房地產限制政策邊際放松,這都將帶動用鋼需求改善。
但事實上,難以支撐實現高強度的復工。而各地出臺的所謂房地產刺激政策也都是以對沖疫情為主,主要是保障房地產企業的現金流,而主要的房地產限購和對房企的融資限制并沒有放松。