





酸洗鈍化無縫鋼管廠在現(xiàn)階段采用的酸洗工藝除去不銹鋼表面厚氧化皮,使用溫度高,酸洗時間長,導致加工成本居高不下;而常溫除氧化皮工藝對除去薄氧化皮效果好,對厚氧化皮效果不理想,特別是焊接處黑渣基本上除不掉。針對這種情況,筆者在總結(jié)不銹鋼前處理成功經(jīng)驗的基礎上。
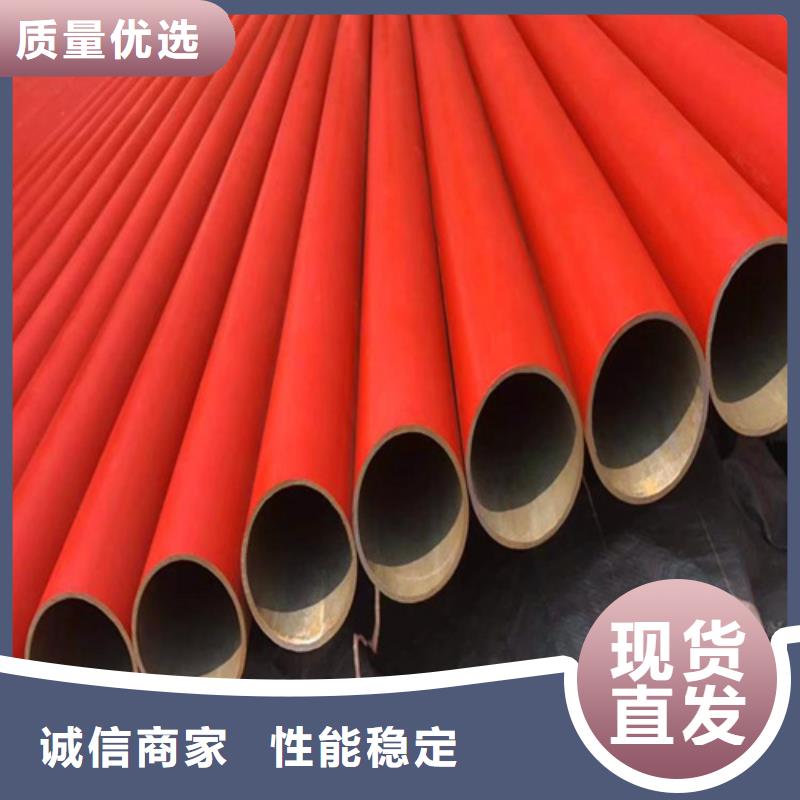
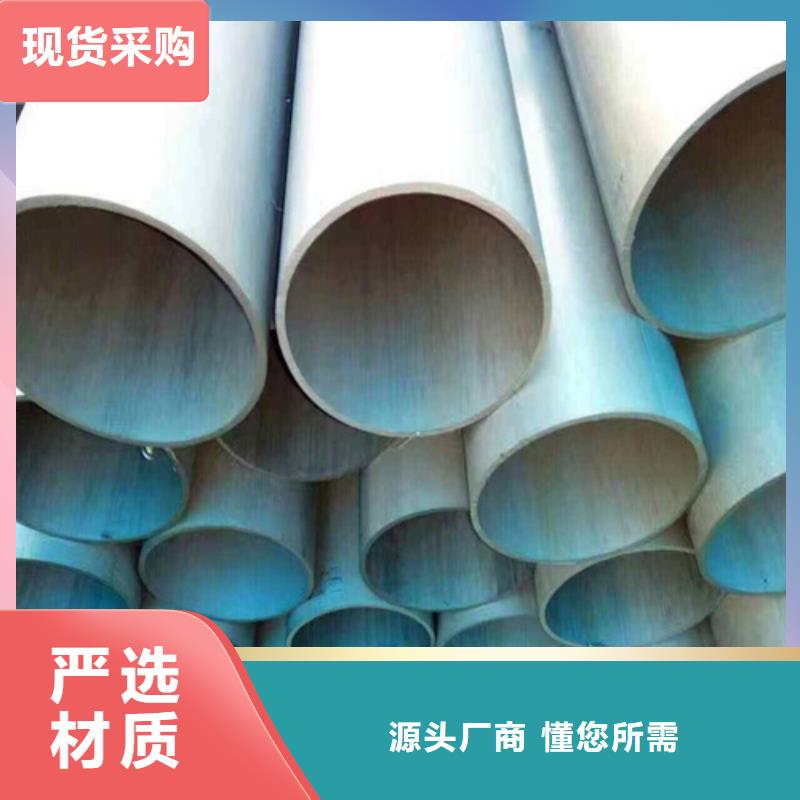
酸洗鈍化無縫鋼管是由整支圓鋼穿孔而成的,表面上沒有焊縫的鋼管,稱之為無縫鋼管。根據(jù)生產(chǎn)方法,無縫鋼管可分熱軋無縫鋼管、冷軋無縫鋼管、冷拔無縫鋼管、擠壓無縫鋼管、頂管等。按照斷面形狀,無縫鋼管分圓形和異形兩種,酸洗鈍化無縫鋼管異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、 酸洗鈍化無縫鋼管帶翅管多種復雜形狀。直徑達900mm,小直徑為 4mm。根據(jù)用途不同, 有厚壁無縫鋼管和薄壁無縫鋼管。
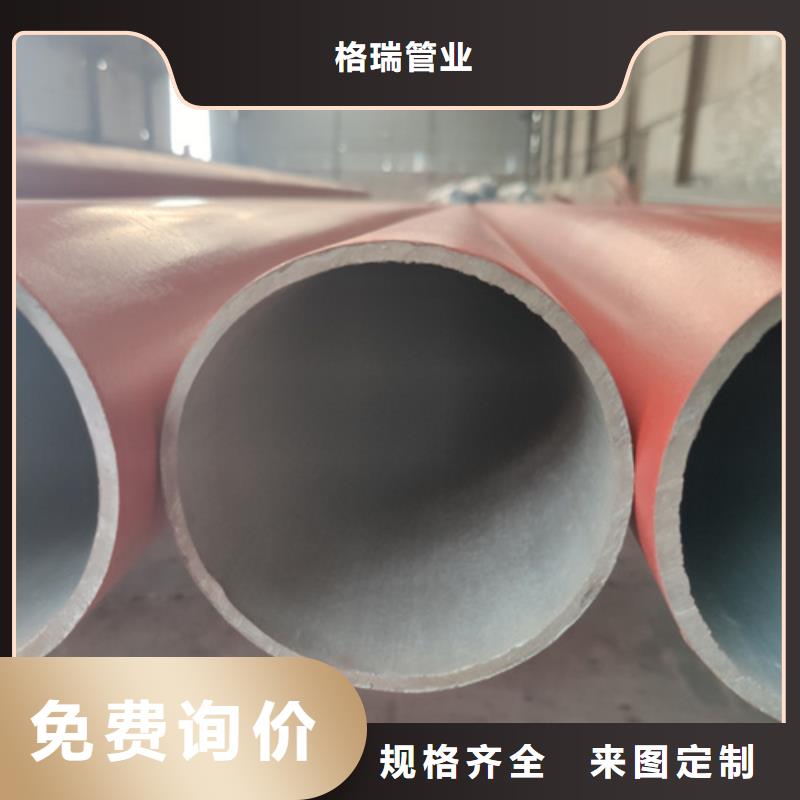
磷化無縫鋼管鈍化后躍變到+0.5~1V,而顯示出耐腐蝕的貴金屬性能,酸洗無縫鋼管需防范金融風險這層薄膜就叫鈍化膜,金屬的鈍化也可能是自發(fā)過程(如在金屬的表面生成一層難溶解的化合物,即氧化物膜)。酸洗鈍化無縫鋼管在工業(yè)上是用鈍化劑(主要是氧化劑)對金屬進行鈍化處理,形成一層保護膜。 無縫鋼管在應用領域被一點點的擴展,它的各類特性也在各個領域充分發(fā)揮的酣暢淋漓。現(xiàn)在在太陽能發(fā)電生產(chǎn)制造領域也獲得了應用。可是,因為生產(chǎn)商的資產(chǎn)能量,技術(shù)性能量各不相同,針對無縫鋼管的要求也是層次不齊。
酸洗鈍化磷化無縫管 槽式酸洗工藝流程及配方脫脂。脫脂液配方為:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余為水。操作工藝要求為:液體溫度70~80℃,浸泡4h。水沖。壓力為0.8MPa的潔凈水沖干凈。酸洗。酸洗液配方為:HCl為13%~14%;緩蝕劑為1%;其余為水。操作工藝要求為:常溫浸泡1.5~2h。水沖。用壓力為0.8MPa的潔凈水沖干凈。酸洗鈍化無縫鋼管二次酸洗。酸洗液配方同上。操作工藝要求為:常溫浸泡5min。中和。中和液配方為:NH4OH稀釋至pH值為10~11的溶液。操作工藝要求為:常溫浸泡2min。鈍化。鈍化液配方為:鈍化劑為8%~10%;NH4OH為2%;其余為水。操作工藝要求為:常溫浸泡5min。水沖。用壓力為0.8MPa的凈化水沖凈為止。酸洗鈍化無縫鋼管快速干燥。用蒸汽、過熱蒸汽或熱風吹干封管口。用塑料管堵或多層塑料布捆扎牢固。如按以上方法處理的管子,管內(nèi)清潔、管壁光亮,可保持2個月左右不銹蝕;若保存好,還可以延長時間
