


復合管護欄使用的不銹鋼復合管焊接時可能會出現的問題?
不銹鋼復合管的結構有其特殊性, 從結構上看, 不銹鋼復合管(內襯) 層厚度在 1.0-3.0mm 左右, 碳鋼基層在
2.0-50mm 左右, 復層比基層長出 1-3mm,不銹鋼復合管的基層和復合層是通過內擠外壓達到緊密接觸而滿足一
定的剪切強度要求,在兩個接觸面的空間還可能存在空氣、水分和油污等雜質。
在現場不銹鋼復合管封底焊時,由于不銹鋼復合管內襯層厚度薄; 加上管子存在橢圓度, 用機加工去掉基層而保留
1-3mm 的內襯層難度很大; 不銹鋼復合管焊接時內襯層極易燒穿。
不銹鋼復合管焊接時基層與內襯層之間的雜質受熱會分解為水蒸氣和 CO2 氣體, 在熔池內產生大量氣體, 嚴重時
發生爆裂破壞熔池。
不銹鋼復合管焊接的特殊性對焊工的要求也更高, 由于內襯不銹層薄, 使本來比較難焊接的不銹鋼復合管操作更難
, 容易造成燒穿, 留有微小開放型縮口; 不銹鋼層太薄,在基層碳鋼焊接時,同樣容易造成燒穿,從而造成不銹鋼
復合管碳鋼基層的加速腐蝕。
不銹鋼復合管焊接結構的特殊性使焊接完成的不銹鋼復合管檢驗也存在更大的困難,常規的復合板焊接, 可以先焊
基層, 待基層檢驗合格后焊接過渡層, 后焊接耐蝕層, 從焊接材料和工藝參數的選擇容易保證耐蝕層的性能。而
不銹鋼復合管由于內部空間小,接觸介質的根部焊道必須先焊接, 該層焊道不可避免的受到多次加熱,其耐蝕性受
到影響。
不銹鋼復合管現場施工中不可能單獨對不銹鋼層進行檢驗, 而對全厚度的 X 射線檢驗又很難判斷缺陷的具體位置。


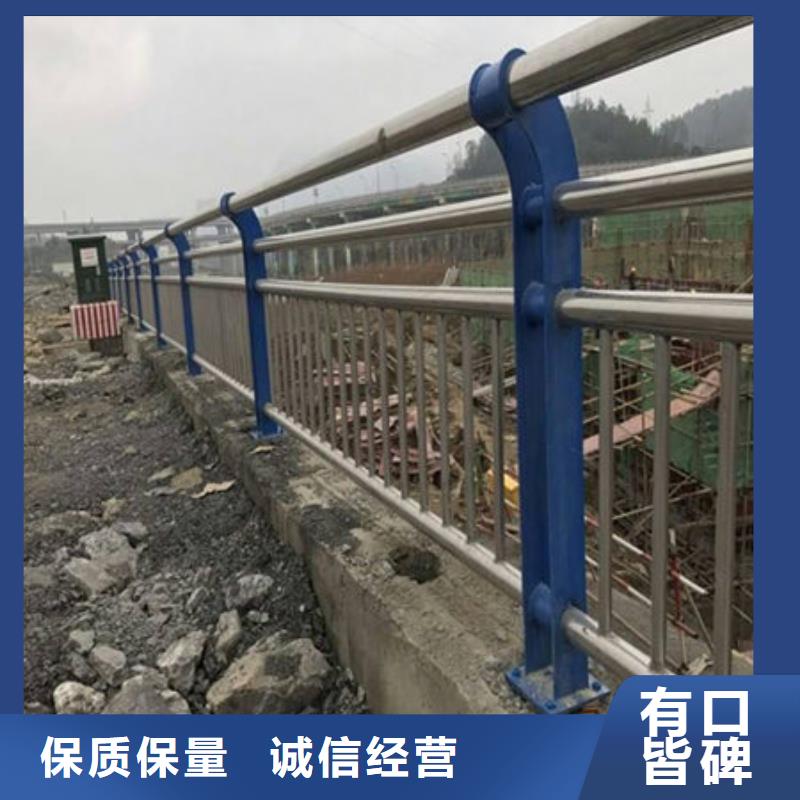
不銹鋼復合管護欄是比較熟悉的,由于不銹鋼復合管護欄的應用性能比較廣泛,各種地效率也是比較高的,因此的話要進行不斷地去把握住不銹鋼復合管護欄的使用,規范它的制作,實現它的更大的優勢和使用, 山東不銹鋼復合管規范要求知識保證不銹鋼復合管護欄的規范建設,這樣的話不銹鋼復合管護欄的使用更加有效率。關于不銹鋼復合管護欄規范建設和實現地標準我們還是和大家進行一起來看一下吧:
不銹鋼復合管護欄是一種新型實用的裝飾工程材料,其產品具有與碳素鋼管和不銹鋼管無可比擬的優點。普通碳素鋼管存在著易腐蝕、易生銹外形不美觀、 山東不銹鋼復合管規范要求知識使用壽命短等缺點,但由于其整體強度及抗沖擊性較差,且不銹鋼中鎳元素在我國嚴重缺乏,整體成本高,費用昂貴。



復合管護欄中不銹鋼復合管按照強度標準是怎么劃分的
不銹鋼復合管用于各種的施工的領域的,它是比較堅固和耐用的,由不銹鋼和碳素結構鋼兩種金屬組成的。根據不
銹鋼復合管的使用的用途以及相關的特征它是分為很大的強度的,不同的強度適用于不同的類型,發揮著比較重要的
作用,特別是在行業的發展以及使用上是不可替代的。對于不銹鋼復合管的強度是有等級的,相關的等級的評價的標
準是怎么樣的呢?以下是分為幾個重要的特征:
不銹鋼復合管
1)不銹鋼復合管以公稱壓力表示其等級或規定壓力一溫度額定值的管件,應按標準規定的壓力一溫度額定值作為
其使用基準,如GB/T 17185
2)不銹鋼復合管標準中僅規定了與其相連直管的公稱厚度的管件,按標準規定的基準管子等級確定其適用壓力一
溫度額定值,如GB14383~GB14626。
3)不銹鋼復合管標準中僅規定外形尺寸的管件,如GB12459、GB 13401,應通過驗證性試驗來確定其承壓強
度。
4)不銹鋼復合管其他,應按有關規定進行壓力設計或解析分析等方法來確定其使用基準。此外,管件強度等級的
確定,還應不低于整個管道系統在操作中可能遇到的嚴酷工況下的壓力。


不銹鋼復合管護欄制造的基本工序
不銹鋼復合管護欄在日子中的應用十分廣泛,咱們日常日子中的許多地方都離不開不銹鋼復合管護欄。咱們都知
道不銹鋼復合管護欄的運用效果許多,可是卻不知道不銹鋼復合管護欄的制造工序,現在咱們大家就一起來簡略的了
解一下。
一,概述
不銹鋼復合管護欄是由較厚的珠光體鋼(基體)與較薄的不銹鋼(復層)復合軋制而成的雙金屬板。基體主要是
碳鋼和低合金鋼,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,復層多為耐蝕性好的不銹鋼,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不銹鋼復合管護欄的底層與復層交界處的焊接屬異種鋼焊接,其焊接性主要取決于復層和底層的物理性能、化學
性能、接頭方式及填充金屬種類,常發作高溫結晶裂紋、推遲裂紋和脆化問題。焊接的辦法有:焊條電弧焊、埋弧焊
、CO2氣體維護焊等,現在常用氬弧焊焊接復層、焊條電弧焊焊接底層。為了確保復合鋼板不失去原有的綜合性能
,底層與復層有必要別離進行焊接;底層的焊接工藝與珠光體相同,復層的焊接工藝與相應的不銹鋼相似,而底層與
復層交界處的異種金屬焊接是關鍵。
二,焊前預備
1,不銹鋼復合管護欄的切開,一般總厚在12mm以下時,選用機械剪切合冷沖壓加工等方,加工時復層有必要
向下底層向上,不能損傷復層外表和結合處;在底層和復層都較厚的情況下,可選用等離子切開(從復層側開始切開
)和氧-乙炔火焰切開(從基體側開始,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
2,不銹鋼成形制造,要盡或許實行常溫冷態彎曲成形,不能在滾床或壓床進行急劇彎曲,要逐段緩慢加工成形
;如果需求熱加工成形的話,首先要清洗工件外表油污及雜質,運用弱氧化性演加熱工件,以防增碳現象;關于低碳
鋼基體可以空冷,對低合金鋼基體要進行保溫緩冷。加熱溫度在700~850℃。
3,坡口制造,制造坡口時一般薄件可選用Ⅰ形坡口,較厚的可選用V形、U形、X形、V和U聯合形等方式的坡
口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復層,以確保焊接接頭具有較好的耐蝕性。當
焊接方位受到限止,只能選用單面焊時,可選用V形坡口,先焊復層,再焊過度層,終焊底層,焊接時盡量使復層
中少熔入底層成分。
4,不銹鋼復合管護欄焊接材料的選用,當復合板厚度小于25mm時,底層也可全用A302焊條(應力較大);
當復合板大于25mm時,可先用純鐵焊條焊一層過渡層,然后用鋼焊條焊接底層,常用焊材選用如下圖:
三,焊接操作
1,不銹鋼復合鋼的焊接順序一般為:先焊底層,再焊過渡層,終焊復層以確保焊接接頭具有良好的耐蝕性,
一起還應考慮過渡層的焊接特點,,盡量削減復層一側的焊接作業量。
2,角接接頭不管復層坐落內側仍是外側,均先焊接底層。當復層坐落內側時,在焊復層曾經應從內角對底層焊
根進行清根;當復層坐落外側時,應對底層終焊道進行磨光,焊接復層時可先焊過渡層,也可直接焊復層,這要看
不銹鋼復合管護欄厚度而定。
3,由于過渡層在高溫下有碳擴散過程發作,在交界區形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜
亂的金相安排,添加焊接難度。因此,為了防止 層基體焊縫熔入奧氏體,可預先將接頭附近的復層金屬加工掉一
部分。
4,先焊底層, 道底層焊縫不應熔透到復層,以防焊縫金屬發作脆化或發作裂紋,底層鋼焊接時,仍按底層
慣例焊接電流。底層焊完后,用碳弧氣刨、鏟削、磨削等辦法清理焊根,要求高的,經X射線探傷合格后,才能焊接
過度層。
5,過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應盡量少焊接電流;要選用小直徑焊條
和窄焊道,有必要蓋滿底層焊縫切高出底層1mm,焊縫成形要滑潤,不能凸起,否則要打磨掉。
6,焊接小直徑不銹鋼復合鋼管時, 層焊道應選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
7,關于大厚度不銹鋼復合管護欄制造的高壓容器,施焊過程中先焊內部不銹鋼復合層,再焊一層鐵素體過渡層
終用低合金鋼焊條填滿底層焊縫。
8,根據作業條件選用結構材料時,應使奧氏體焊縫與珠光體鋼熔合區中的擴散層降低到小程度,這關于高溫
和有腐蝕介質中作業的構件和焊后需求進行回火處理大型構件來說尤其重要。
9,操作時要注意維護非焊接部位復層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復層
約2mm.
四,焊后處理
對不銹鋼復合鋼的焊接接頭,一般既不進行復層的固溶處理,也不進行消應力處理。可是關于極厚的焊件,常常
采取中間退火和消應力處理,殘余應力的熱處理好在底層焊完后進行,熱處理后再焊過渡層和復層,如需整體
熱處理時溫度的選擇要考慮對復層耐蝕性的影響、過渡層的不均勻性及異種鋼物理性能的差異,溫度一般為:450~
650℃。
不銹鋼復合鋼的焊后處理常用辦法有:退火處理、噴丸處理、借助變形法應力。



華爾新材料科技(湘潭市分公司)秉承“匠心制造,服務至上”經營理念,不斷創新,精益求精,以質量過硬找客戶,以誠信經營留客戶,以實現客戶價值為目標,愿與各界人士攜手合作,共圖 鋁合金護欄發展,熱枕歡迎國內外客商、朋友前來參觀指導。
